- 2026-01-23
- 0 Comment
Case Study: Custom Thread Mills for HRC60 Deep Holes
In the world of precision machining, few challenges are as daunting as threading hardened steel. When you combine high hardness (HRC60) with deep hole requirements and complex thread geometries, standard off-the-shelf tools often fail. They break, wear out instantly, or fail to meet tolerance.
At Minnexon, we specialize in solving these “impossible” machining problems. This case study details how we engineered a custom solid carbide thread milling cutter to tackle a complex, deep-hole application in hardened bearing steel, proving that the right tool makes all the difference.
The Challenge: A Nightmare for Standard Tools
We were approached by a client facing a critical bottleneck. They needed to machine a specific component made of Bearing Steel hardened to HRC60. Hardened bearing steel is notoriously abrasive and tough, requiring tools with exceptional heat resistance and rigidity.
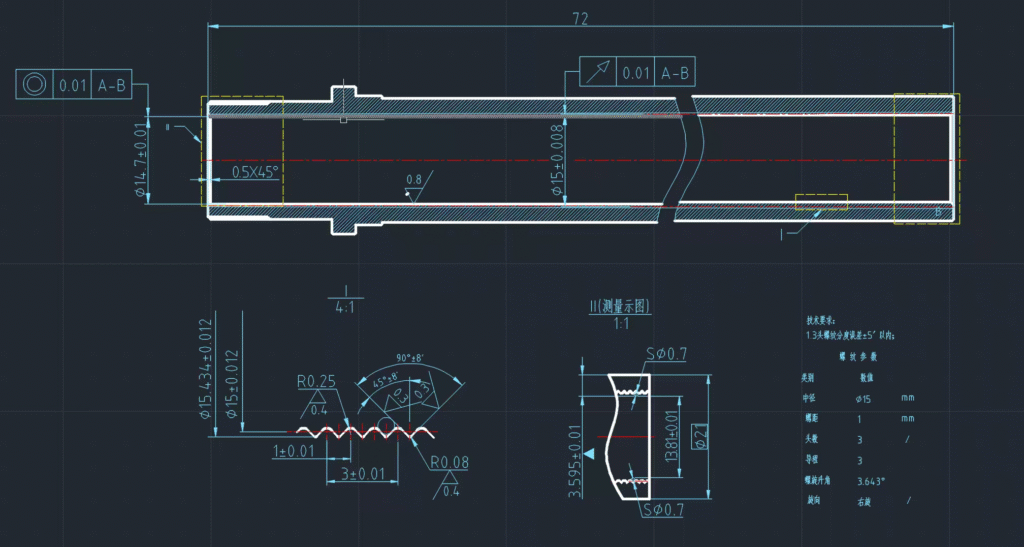
However, the material hardness was only the beginning of the challenge. The specifications were:
- Extreme Depth: The threading depth was 72mm.
- Narrow Constraints: The pre-hole diameter was only 14.7mm.
- Complex Geometry: The requirement was a 3-start thread, which requires precise synchronization and higher feed rates.
- Special Feature: The top of the thread required an additional R-radius (corner rounding) integrated into the cut.
The Problem: Using a tap was impossible due to the hardness and chip evacuation issues in a deep hole. Standard thread mills lacked the reach-to-diameter ratio (L/D) and the specific geometry to handle the top R-radius and the 3-start lead simultaneously.
The Solution: Minnexon’s Custom Engineering
To solve this, the Minnexon engineering team designed a bespoke Single-Profile (Single Tooth) Thread Milling Cutter.
By using a single-profile design, we significantly reduced the cutting pressure—a critical factor when machining HRC60 material at a depth of 72mm. This design minimizes deflection, ensuring the thread remains true from top to bottom.
Tool Specifications
- Type: Custom Solid Carbide Thread Mill
- Total Length: 110mm
- Effective Reach (Cutting Depth): 75mm (covering the 72mm requirement with safety clearance)
- Shank Diameter: 10mm
- Flutes: 5 Flutes (for maximum core strength and chip removal efficiency)
The “Secret Sauce”: Material and Coating
Geometry is only half the battle. To cut HRC60 bearing steel, the substrate and coating must be world-class.
Ultra-Fine Micro Grain Carbide: We selected a specific carbide grade known for high transverse rupture strength to prevent breakage in deep holes.
Balzers High-Performance Coating: We utilized a specialized coating from Oerlikon Balzers designed specifically for high-hardness materials. This coating provides a heat barrier, extreme hardness, and a low coefficient of friction, preventing the cutting edge from degrading under the intense heat generated by machining hardened steel.
The Result: Flawless Execution
The Minnexon custom cutter was put to the test. The results were immediate:
- Precision: The 3-start thread was machined to exact tolerance.
- Surface Finish: The thread finish was mirror-smooth, typical of high-quality thread milling.
- Durability: The Balzers coating held up against the abrasive bearing steel, allowing the tool to complete multiple parts without losing gauge accuracy.
- Integrated Design: The custom profile successfully machined the top R-radius in the same operation, saving the client a tool change and a secondary setup.
Why Choose Minnexon for Your Thread Milling Needs?
This case study exemplifies why Minnexon is a trusted partner for precision manufacturing. We don’t just sell standard thread milling cutters; we provide engineered solutions.
- Expert Customization: From multi-start threads to deep-reach requirements, we design tools that fit your blueprint perfectly.
- Premium Materials: We only use top-tier European carbide rods and Swiss coating technologies.
- Cost Efficiency: By combining features (like the R-radius) and extending tool life in hard materials, we lower your cost per part.
Ready to Optimize Your Machining Process?
Don’t let hard materials or complex geometries slow down your production. Whether you need standard ISO thread mills or a custom solution for HRC60 steel, Minnexon has the expertise to help you cut with confidence.