- info@minnexon.com

Solid Carbide Internal Boring Tool | MTR Carbide Boring Bar for CNC Lathe
Premium solid carbide internal boring tools for precision hole machining.
Long tool life, high accuracy, and stable performance for CNC lathe internal turning.
A solid carbide internal boring tool, also called a carbide boring bar or carbide internal turning tool, is designed for precision machining of holes and inner surfaces. It is made from solid tungsten carbide, which offers high hardness and excellent wear resistance. This tool is widely used on CNC lathes and turning centers for boring, internal turning, and finishing operations.
MTR Technical Specifications (Customizable)
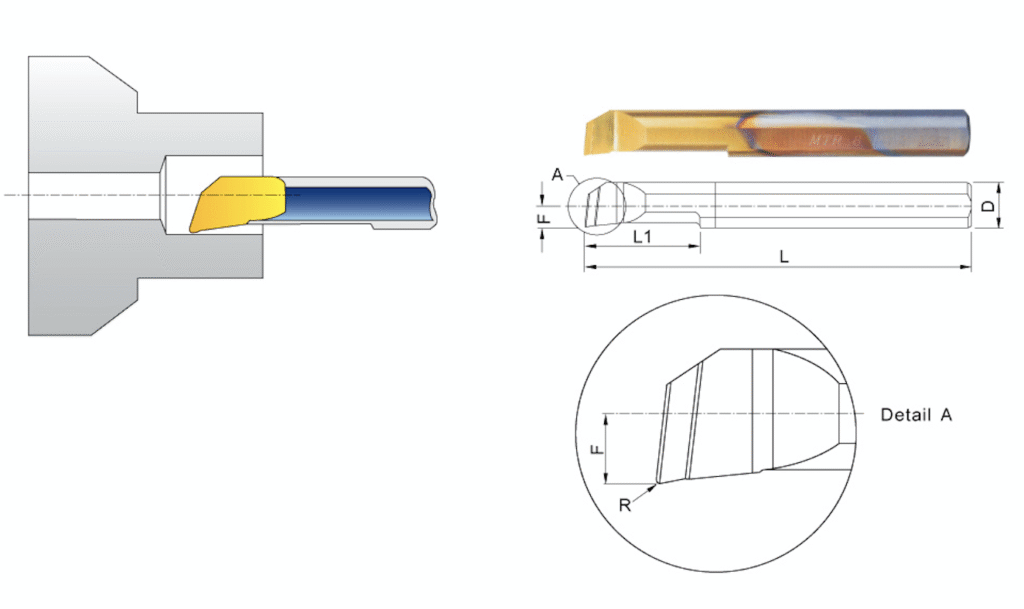
| Ordering Code | L/mm | D/mm | L1/mm | R | F/mm | d/mm | Min. Dia./mm |
|---|---|---|---|---|---|---|---|
| MTR 1 R0.05 L4 | 50 | 4 | 4 | 0.05 | 0.45 | 0.95 | 1.1 |
| MTR 1 R0.05 L6 | 50 | 4 | 6 | 0.05 | 0.45 | 0.95 | 1.1 |
| MTR 1.5 R0.1 L6 | 50 | 4 | 6 | 0.1 | 0.7 | 1.4 | 1.6 |
| MTR 1.5 R0.1 L10 | 50 | 4 | 10 | 0.1 | 0.7 | 1.4 | 1.6 |
| MTR 2 R0.05 L5 | 50 | 4 | 5 | 0.05 | 0.8 | 1.8 | 2.1 |
| MTR 2 R0.05 L10 | 50 | 4 | 10 | 0.05 | 0.8 | 1.8 | 2.1 |
| MTR 2 R0.1 L10 | 50 | 4 | 10 | 0.1 | 0.8 | 1.8 | 2.1 |
| MTR 2 R0.1 L15 | 50 | 4 | 15 | 0.1 | 0.8 | 1.8 | 2.1 |
| MTR 2 R0.15 L5 | 50 | 4 | 5 | 0.15 | 0.8 | 1.8 | 2.1 |
| MTR 2 R0.15 L10 | 50 | 4 | 10 | 0.15 | 0.8 | 1.8 | 2.1 |
| MTR 2.5 R0.1 L10 | 50 | 4 | 10 | 0.1 | 1 | 2.3 | 2.6 |
| MTR 2.5 R0.1 L15 | 50 | 4 | 15 | 0.1 | 1 | 2.3 | 2.6 |
| MTR 2.5 R0.15 L10 | 50 | 4 | 10 | 0.15 | 1 | 2.3 | 2.6 |
| MTR 3 R0.1 L10 | 50 | 4 | 10 | 0.1 | 1.3 | 2.8 | 3.1 |
| MTR 3 R0.1 L15 | 50 | 4 | 15 | 0.1 | 1.3 | 2.8 | 3.1 |
| MTR 3 R0.2 L10 | 50 | 4 | 10 | 0.2 | 1.3 | 2.8 | 3.1 |
| MTR 3 R0.2 L15 | 50 | 4 | 15 | 0.2 | 1.3 | 2.8 | 3.1 |
| MTR 3.5 R0.1 L10 | 50 | 4 | 10 | 0.1 | 1.5 | 3.3 | 3.6 |
| MTR 3.5 R0.1 L15 | 50 | 4 | 15 | 0.1 | 1.5 | 3.3 | 3.6 |
| MTR 3.5 R0.15 L15 | 50 | 4 | 15 | 0.15 | 1.5 | 3.3 | 3.6 |
| MTR 4 R0.05 L15 | 50 | 4 | 15 | 0.05 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.05 L22 | 50 | 4 | 22 | 0.05 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.1 L10 | 50 | 4 | 10 | 0.1 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.1 L22 | 50 | 4 | 22 | 0.1 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.2 L10 | 50 | 4 | 10 | 0.2 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.2 L15 | 50 | 4 | 15 | 0.2 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.2 L22 | 50 | 4 | 22 | 0.2 | 1.7 | 3.7 | 4.1 |
| MTR 4 R0.2 L30 | 60 | 4 | 30 | 0.2 | 1.7 | 3.7 | 4.1 |
| MTR 5 R0.05 L15 | 50 | 5 | 15 | 0.05 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.05 L22 | 50 | 5 | 22 | 0.05 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.1 L15 | 50 | 5 | 15 | 0.1 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.1 L22 | 50 | 5 | 22 | 0.1 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.1 L30 | 60 | 5 | 30 | 0.1 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.2 L10 | 50 | 5 | 10 | 0.2 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.2 L15 | 50 | 5 | 15 | 0.2 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.2 L22 | 50 | 5 | 22 | 0.2 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.2 L30 | 60 | 5 | 30 | 0.2 | 2.1 | 4.6 | 5.1 |
| MTR 5 R0.2 L40 | 80 | 5 | 40 | 0.2 | 2.1 | 4.6 | 5.1 |
| MTR 6 R0.05 L15 | 50 | 6 | 15 | 0.05 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.05 L22 | 50 | 6 | 22 | 0.05 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.1 L15 | 50 | 6 | 15 | 0.1 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.1 L22 | 50 | 6 | 22 | 0.1 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.2 L15 | 50 | 6 | 15 | 0.2 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.2 L22 | 50 | 6 | 22 | 0.2 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.2 L30 | 60 | 6 | 30 | 0.2 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.2 L35 | 70 | 6 | 35 | 0.2 | 2.8 | 5.8 | 6.1 |
| MTR 6 R0.2 L40 | 80 | 6 | 40 | 0.2 | 2.8 | 5.8 | 6.1 |
| MTR 7 R0.2 L22 | 60 | 7 | 22 | 0.2 | 3.3 | 6.8 | 7.1 |
| MTR 7 R0.2 L30 | 60 | 7 | 30 | 0.2 | 3.3 | 6.8 | 7.1 |
| MTR 8 R0.2 L15 | 60 | 8 | 15 | 0.2 | 3.8 | 7.8 | 8.1 |
| MTR 8 R0.2 L22 | 60 | 8 | 22 | 0.2 | 3.8 | 7.8 | 8.1 |
| MTR 8 R0.2 L35 | 70 | 8 | 35 | 0.2 | 3.8 | 7.8 | 8.1 |
Product Features and Benefits
- High precision: Solid carbide construction provides strong rigidity and ensures accurate hole dimensions.
- Long tool life: The carbide material resists wear and heat, allowing stable cutting even under high-speed conditions.
- Smooth surface finish: Ideal for fine internal boring and surface finishing.
- Stable performance: Reduces vibration and improves machining quality.
- Wide application: Suitable for steel, stainless steel, cast iron, aluminum, and other metal materials.
How to Use
Mount the solid carbide boring bar securely in the tool holder. Adjust the tool length according to the required boring depth. Use appropriate cutting speed and feed rate based on the material. Apply cutting fluid for better surface finish and longer tool life.
Common Questions
Q1: How do I choose the right size of carbide boring tool?
A: Choose the tool diameter smaller than the hole size. Allow enough clearance for chip removal and cutting stability.
Q2: Can this tool be used for deep hole boring?
A: Yes, but for very deep holes, use a longer boring bar or step boring method to reduce vibration.
Q3: What materials can I machine with a solid carbide boring bar?
A: You can use it for most metals, including hardened steel, stainless steel, cast iron, aluminum, and copper.
Q4: How do I extend the life of the carbide boring tool?
A: Use proper cutting parameters, apply coolant, and check tool wear regularly.
Related products
-

Solid Carbide Internal Face Grooving Tool | MFR Carbide Face Grooving Bar
Read more -
Solid Carbide Internal Full Radius Grooving Tool | MKR Carbide Full Radius Grooving Bar
Read more -
Solid Carbide Internal Grooving Tool | MGR Carbide Grooving Bar for CNC Lathe
Read more -
Solid Carbide Internal Thread Turning Tool | MIR Carbide Threading Bar for CNC Lathe
Read more



Get in Touch
We will provide you with feedback within 24 hours.